S.COAT No.2015 ECO ベース塗装の前処理
下地処理の良否が塗装の仕上がり、上塗り塗料の密着性に大きく影響します。
肉持ち感があり、研磨性に優れたエスコートのSPフィラー、SVフィラーをご使用ください。
SPフィラー、SVフィラーの下地処理には、#800のペーパーで研磨してください。
肉持ち感があり、研磨性に優れたエスコートのSPフィラー、SVフィラーをご使用ください。
SPフィラー、SVフィラーの下地処理には、#800のペーパーで研磨してください。
6. 3コートパールのボカシ塗装標準仕様
| 作業工程 | 作業内容 | エアー圧 (Mpa) |
吐出量 (回転) |
ガン距離 (cm) |
|---|---|---|---|---|
| カラーベースの 捨て拭き |
 (2)パターンを1/2~2/3重ねで薄く均一に塗装する。 (3)ゴミなどの不具合が発生した場合は、乾燥後に(空とぎ)#1000以上のペーパーで研磨する。 *オーバーミストはタッククロスでふきとる。 |
0.15~0.2 | 3.0~3.5 | 15~20 |
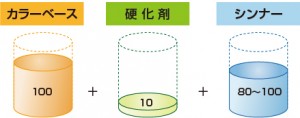
| カラーベース (色決め) |
パターンを2/3~3/4重ねで、ツヤがでるように隠蔽するまで均一に塗装する。(塗重ねは指触乾燥を待ってから行う。) *オーバーミストはタッククロスでふきとる。 |
0.15~0.2 | 3.0~3.5 | 15 |
| カラーベース (ボカシ) |
2段ボカシ 1回目…カップに残った希釈塗料に30%~50%のシンナーで希釈して塗装する。 2回目…さらに残量の50%程度のシンナーで希釈して塗装する。 |
0.1~0.15 | 2.5 | 20 |
| セッティング |
(1)常温乾燥(指触乾燥まで) (2)目安は20℃で10分程度 |
|||
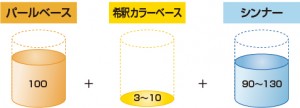
| にごりパール ベース |
 |
0.15~0.2 | 2.0~3.5 | 15~20 |
| パールベース (ボカシ) |
(1)仕上げ塗り。 ※カラーベース塗装時よりスプレーガンを離して、パール感を確認しながらパターンを2/3~3/4重ねで、数回に分けて塗装する。(塗り重ねは指触乾燥を待ってから行う。) (2)ボカシ際が出ないようになじませながら塗り広げる。 *オーバーミストはタッククロスでふきとる。 |
0.1~0.15 | 2.0~3.5 | 20 |
| セッティング |
(1)常温乾燥(指触乾燥まで) (2)目安は20℃で10分程度 |
|||
| クリヤー塗装 |
(1)捨て塗り:薄く均一に塗装する。(必ず必要としない) (2)仕上げ塗り:指触乾燥を確認後2回塗り、肌を整える(クリヤーと硬化剤の調合比率は各クリヤーのページを参照願います) |
0.2~0.22 | 3.5~4.0 | 10~15 |
| クリヤーボカシ |
2段ボカシ 1回目…カップに残ったクリヤーの30%~50%のシンナーで希釈。 2回目…さらに残量の50%程度のシンナーで希釈。 |
0.05~0.15 | 1.5~2.0 | 10~15 |
| 乾燥 |
各クリヤーの指定乾燥条件。 (クリヤーの乾燥条件は各クリヤーのページを参照願います) |
|||
| 磨き仕上げ | ゴミ・ブツ・肌荒れ部分は#1500~#2000のペーパーで磨き、コンパウンドで肌を整える。 |